GSMEC
로그인
회원가입
조합소개
- 이사장인사말
- 조합소개/CI소개
- 조직도
- 연혁
- 인증/특허
- 오시는길
사업소개
- 풍력&해양하부구조물
- 조선기자재
- 태양광
- 수소그린모빌리티
- 연구개발
제작제품
- 생산제품
회원사
- 회원사소개
- 업무협약
- 조합가입안내
커뮤니티
- 공지사항
- 자료실
- 질문과답변
조합소개
이사장인사말
조합소개/CI소개
조직도
연혁
인증/특허
오시는길
사업소개
풍력&해양하부구조물
조선기자재
태양광
수소그린모빌리티
연구개발
제작제품
생산제품
회원사
회원사소개
업무협약
조합가입안내
커뮤니티
공지사항
자료실
질문과답변
로그인
회원가입
사업소개
조합소개
사업소개
제작제품
회원사
커뮤니티
풍력
풍력&해양하부구조물
조선기자재
태양광
수소그린모빌리티
연구개발
사업소개
풍력
사업소개
홈페이지를 방문해주셔서 감사합니다.
사업소개
풍력&해양하부구조물
조선기자재
태양광
수소그린모빌리티
연구개발
G S M E C
대표전화
063-466-0950
팩스번호
063-466-0951
풍력&해양하부구조물
GSMEC 풍력&해양하부구조물 사업을 소개합니다.
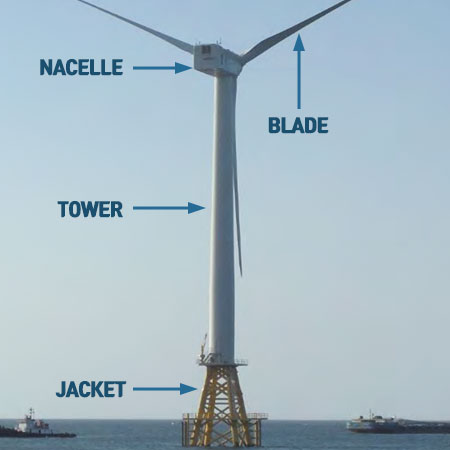
해상풍력발전기 각부 명칭
TOWER
약 60M – 3단으로 제작
NACELLE (발전기 등 전체)
발전기 3MW/h ~ 5MW/h
BLADE
약 50M 정도이며 앞부분은 폭이 약 5M 정도이며 끝부분은 1M
JACKET
약 30M 내외로 설계되며 용량에 따라 1단 또는 2단으로 제작함
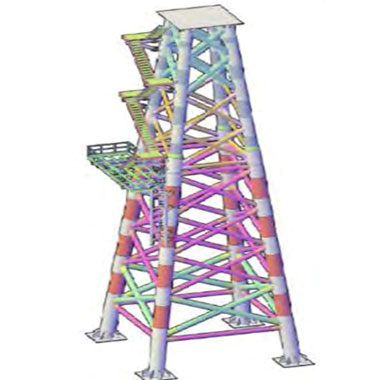
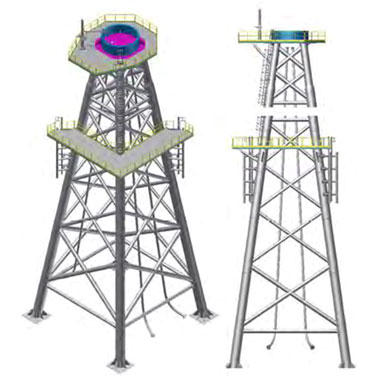
해상풍력발전 하부구조물 형식(우리나라)
제주 월정 해상실증3MW
JACKET TYPE 사다리형
제주탐라해상풍력3MW
JACKET TYPE 사다리형
서남해 해상풍력3MW
JACKET TYPE 수직형
전력연구원 연구용
SUCTION BUCKET TYPE
하부구조물(JACKET) 구조 설명
사용재질
S355M –TMCP, SM490B 등 (해양구조물 특수재질)
원형강관
주 제품 대부분이 원형강관으로 구성 되므로 강판을 이용하여 별도 공종을 거쳐 제작 함
PAINT
해수에 견딜 수 있는 특수 도료를 이용 하여 도장 함
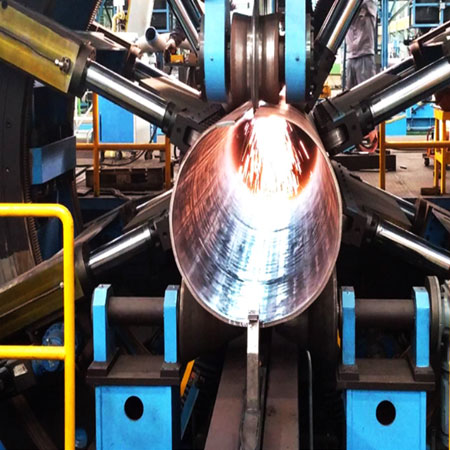
JACKET 제작공정 FLOW
01_ PLATE 입고
강재의 재질확인
Cutting plane 작성 / 두께 x 가로 x 세로 확정
제강회사 발주 – 입고
입고검사 / 재질 , 규격, 손상여부 등
MILL SHEET 확인
02_ MARKING & CUTTING
CUTTING PLANE 에 의거 마킹 및 절단
PRESS , ROLL ENDING에 의한 여유값 등 확인
치수 및 개선각도 검사
03_ BENDING
원형강관 제작 보통 7000톤 프레스 활용
직경 길이 등을 도면 규격에 맞게 가공함
04_ BENDING 완료
7000톤 프레스에 의해 40t x 12M원형강관 가공된 상태
길이방향 용접 필요
05_ 가용접
가 용접장치 벌어진 간격을 조여 주면서 가 용접 동시 실시
06_ INSIDE WELDING
길이방향 내측용접
머니플레이터 라는 장비를 이용 내측 용접
적정용접봉 사용여부 확인 등
07_ OUTSIDE WELDING
길이방향 외측용접
머니플레이터 라는 장비를 이용 외측용접
08_ NDT (RT, UT,MT)
길이방향 용접부 검사
비파괴 검사중 주로 RT(X-RAY 등 검사)및 UT검사 등으로 용접부 건전성 확인
자동UT 시스템
09_ PIPE + PIPE(복관)
도면규격대로 하부구조물 제작 위하여 강관 + 강관을 용접함
용접부 또한 비파괴 검사 시행함
10_ COASTER 가공
브레이싱 파이프 가공
11_ COASTER 가공완료
파이프 코스터라는 장비 이용하여 (수직+ 수평부) 형상대로 절단 가공함
12_ CAN& LEG 제작
기둥과 브레이싱 파이프 연결부는 강관 두께가 서로 다름
도면에 의거 두꺼운 부분의 강관과 얇은 부분의 강관 용접
13_ 1면 조립준비
1면 조립(부분조립)작업의 편의를 위해 사진과 같이 바닥에 눕혀 1면을 조립하고 용접
14_ 1면 조립
15_ 전체조립 준비
대조립 준비 (전체조립)조립 후 전체조립을 준비함
16_ 전체조립완료
1면 + 1면 조립이 완료되면 전체조립을 실시함
이때 도장공장의 크기 및 제품의 크기 등을 고려하여 전체조립 전 부분도장을 고려함
부식방지 ANODE 부착
LADDER 제작
PLATFORM 제작
전력관 제작
홈
조합소개
오시는길
처음으로
상단으로
 JACKET TYPE 사다리형
JACKET TYPE 사다리형
 JACKET TYPE 사다리형
JACKET TYPE 사다리형
 JACKET TYPE 수직형
JACKET TYPE 수직형
 SUCTION BUCKET TYPE
SUCTION BUCKET TYPE